The Complete Manufacturing Process of Monopole Antenna Towers: From Raw Materials to Sky-High Structures
2025-05-16
In modern communication infrastructure, monopole antenna towers have become a common sight in urban and suburban areas due to their simple structure, small footprint, and ease of installation. These seemingly simple steel structures actually involve precise engineering and strict quality control. This article provides an in-depth look at the complete manufacturing process of monopole antenna towers, from design to installation, revealing the manufacturing technology behind this critical communication infrastructure.
Monopole Antenna Tower Manufacturing Process Checklist
| Stage | Key Tasks | Quality Checks | Equipment/Tools | Responsible Dept. | Status (✔/✘) |
|---|---|---|---|---|---|
| 1. Design | - CAD modeling & load calculations | - Wind/Seismic load validation | AutoCAD, ANSYS, STAAD.Pro | Engineering | |
| - Material specification (steel grade) | - Compliance with TIA-222 standards | ||||
| 2. Material Prep | - Steel plate cutting & shaping | - Thickness & dimensional tolerance | CNC plasma cutter, Roll bender | Fabrication | |
| - Flange & base plate machining | - Surface smoothness inspection | Lathe, Milling machine | |||
| 3. Tube Forming | - Rolling & welding longitudinal seams | - Weld penetration tests (UT/RT) | Plate roller, SAW welding | Welding | |
| - Circumferential welding (sections) | - Ovality check (<1% diameter) | ||||
| 4. Galvanizing | - Hot-dip galvanizing (ASTM A123) | - Zinc coating thickness (85µm min) | Galvanizing kettle, Crane | Coating | |
| - Post-galvanizing surface inspection | - No drips/bare spots | ||||
| 5. Assembly | - Stacking & bolting tapered sections | - Bolt torque verification | Hydraulic crane, Torque wrench | Assembly | |
| - Mounting platform/antenna bracket install | - Plumbness (<1:1000 height ratio) | Theodolite | |||
| 6. Testing | - Load testing (150% design load) | - No permanent deformation | Hydraulic jacks, Strain gauges | QA/QC | |
| - Natural frequency analysis | - Avoidance of wind resonance bands | Vibration analyzer | |||
| 7. Painting | - Primer & polyurethane topcoat (if required) | - Adhesion test (cross-cut) | Spray gun, DFT gauge | Coating | |
| 8. Packaging | - Weatherproof wrapping for transport | - Shock/vibration protection check | Stretch wrap, Wood crates | Logistics |
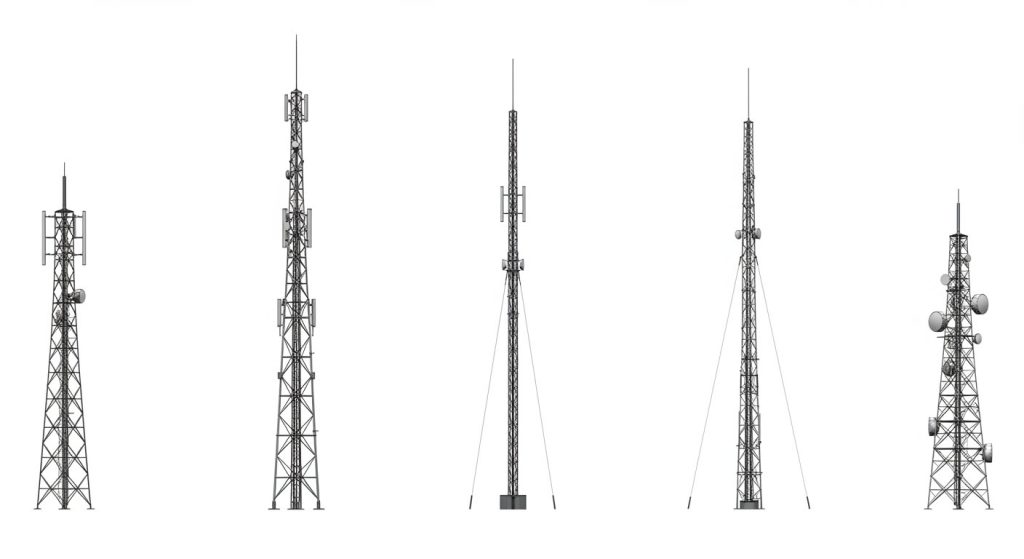
1. Overview of Monopole Antenna Towers
A monopole antenna tower is a freestanding or guyed cylindrical or tapered tower structure, typically made of steel, with heights ranging from 15 to 60 meters. Compared to lattice towers, monopoles offer several advantages:
- More aesthetically pleasing, suitable for urban environments
- Smaller footprint (typical foundation diameter of 3-6 meters)
- Faster installation (usually completed in 1-2 days)
- Relatively lower maintenance costs
These towers are widely used in mobile communications (4G/5G), broadcasting, emergency communications, and other fields, serving as invisible yet essential pillars of modern society.
2. Detailed Manufacturing Process
1. Design Phase: The Starting Point
The manufacturing of a monopole antenna tower begins with precise design calculations, a phase that determines the success of the entire project. Engineers must consider:
Structural Design Calculations:
- Determine tower height and load capacity based on client requirements
- Conduct stress analysis using finite element analysis software
- Develop tower segmentation and connection methods
Environmental Factors:
- Wind load calculations (based on 50-year maximum wind speed)
- Seismic design (according to local seismic zone ratings)
- Ice load considerations (especially important in cold regions)
Design Software:
Modern tower design typically uses specialized structural analysis software such as:
- PLS-TOWER
- TOWER
- ANSYS
- SAP2000
These software packages can simulate tower performance under various extreme conditions, ensuring design reliability.
2. Material Preparation: The Foundation of Quality
Steel Selection:
Monopole towers primarily use high-strength low-alloy structural steel, common grades include:
- Q345B (Chinese standard)
- ASTM A572 Grade 50 (U.S. standard)
- S355JR (European standard)
Steel thickness varies from 6mm to 20mm depending on tower height and design loads.
Material Inspection:
All incoming steel must undergo rigorous testing:
- Chemical composition analysis (using spectrometers)
- Mechanical property testing (tensile tests, impact tests)
- Dimensional tolerance checks
Corrosion Protection Materials:
Materials are prepared according to the corrosion protection plan:
- Hot-dip galvanizing: zinc ingots, flux, etc.
- Paint systems: primer, intermediate coat, topcoat
3. Tower Fabrication: Precision Work
Cutting Process:
- Use CNC plasma or laser cutting machines based on developed drawings
- Maintain cutting accuracy within ±1mm
- Prepare bevels for subsequent welding
Forming Process:
For tapered sections:
- Use large rolling machines for conical forming
- Achieve design curvature through progressive bending
- Check forming accuracy using templates
For straight sections:
- Use large press brakes
- Ensure roundness error is less than 0.2% of diameter
Welding and Assembly:
- Use automatic submerged arc welding for longitudinal seams
- Employ positioners to ensure optimal welding positions
- Strictly control heat input to prevent distortion
- Clean slag immediately after each weld pass
Typical Welding Parameters:
| Parameter | Range |
|---|---|
| Current | 280-350A |
| Voltage | 28-32V |
| Speed | 25-35cm/min |
| Heat Input | 15-25kJ/cm |
Straightening Process:
- Use hydraulic straightening machines to correct welding distortion
- Ensure section roundness meets requirements
- Control flange flatness within 0.5mm/m
4. Surface Treatment: Long-Term Protection
Blast Cleaning:
- Use steel grit or shot for surface preparation
- Achieve Sa2.5 cleanliness
- Surface roughness of 40-80μm
Hot-Dip Galvanizing:
- Process: degreasing → pickling → fluxing → drying → galvanizing → cooling
- Zinc coating thickness ≥85μm (600g/m²)
- Galvanizing temperature controlled at 445-465℃
Paint System (Alternative):
- Zinc-rich epoxy primer (DFT 60-80μm)
- Epoxy mica iron intermediate coat (DFT 100-150μm)
- Polyurethane topcoat (DFT 50-70μm)
5. Quality Inspection: Pursuit of Excellence
Dimensional Inspection:
- Use laser distance meters to check section diameters
- Use total stations to check straightness and verticality
- Check flange bolt hole positions
Non-Destructive Testing:
- Ultrasonic testing (UT) for main welds
- Magnetic particle testing (MT) for critical connections
- X-ray testing (RT) for sampling (when necessary)
Coating Inspection:
- Use coating thickness gauges to measure zinc or paint thickness
- Cross-cut test for coating adhesion
- Salt spray tests for samples
6. Transportation and Installation: Safety First
Sectional Transportation:
- Determine section lengths based on road conditions (typically 6-12m)
- Use special transport frames to prevent deformation
- Install warning signs for night transport
Field Installation:
- Foundation Inspection:
- Check foundation levelness (≤1/1000)
- Verify anchor bolt positions
- Measure foundation strength (≥75% of design strength)
- Tower Assembly:
- Use large cranes (50-300 tons depending on height)
- Install sections sequentially from bottom to top
- Use high-strength bolts (torque as per design)
- Vertical Alignment:
- Monitor with two theodolites at 90° angles
- Control vertical deviation within H/1500
- Use shims for final adjustments
- Electrical Installation:
- Install antenna mounts
- Install feeder line supports
- Install lightning protection system
- Install grounding system (ground resistance ≤10Ω)
3. Key Equipment and Materials
Core Manufacturing Equipment
Metal Fabrication Center:
- CNC plasma cutting systems (e.g., Hypertherm XPR300)
- Large rolling machines (max. thickness 20mm)
- Hydraulic press brakes (1000+ tons)
Welding Systems:
- Lincoln Electric automatic submerged arc welding
- ESAB MIG/MAG welding equipment
- Welding positioners (10+ ton capacity)
Surface Treatment Lines:
- Automatic shot blasting machines
- 13m hot-dip galvanizing kettles
- Airless spraying systems
Main Material Consumption
Structural Materials:
- Q345B steel plates (δ6-20mm): ~5-15 tons (depending on height)
- High-strength bolts (10.9 grade): 200-500 sets
- Flange connections: 2 sets per section
Corrosion Protection Materials:
- Zinc ingots: ~1-2 tons (for galvanizing)
- Or paint systems: ~200-400kg (for painting)
4. Industry Trends
- Modular Design: Pre-assembled modules reduce field work time
- Smart Monitoring: Built-in sensors for real-time structural health monitoring
- Eco-Friendly Coatings: Development of chromium-free passivation technologies
- Composite Materials: Testing of FRP materials to reduce weight
- Digital Manufacturing: BIM technology for lifecycle optimization
Conclusion
The manufacturing of monopole antenna towers is a multidisciplinary field combining structural engineering, materials science, and manufacturing technology. From precise design calculations to strict manufacturing processes, from rigorous quality control to safe installation procedures, every step reflects the essence of modern engineering. With the large-scale deployment of 5G networks, the demand for monopole antenna towers will continue to grow, and their manufacturing technology will keep innovating to support the construction of smarter, more efficient communication infrastructure.
Hey, I’m Chunjian Shu
"X.Y. Tower: Reliable, innovative solutions for high-quality towers and electrical equipment with professional service.